Kern Evo


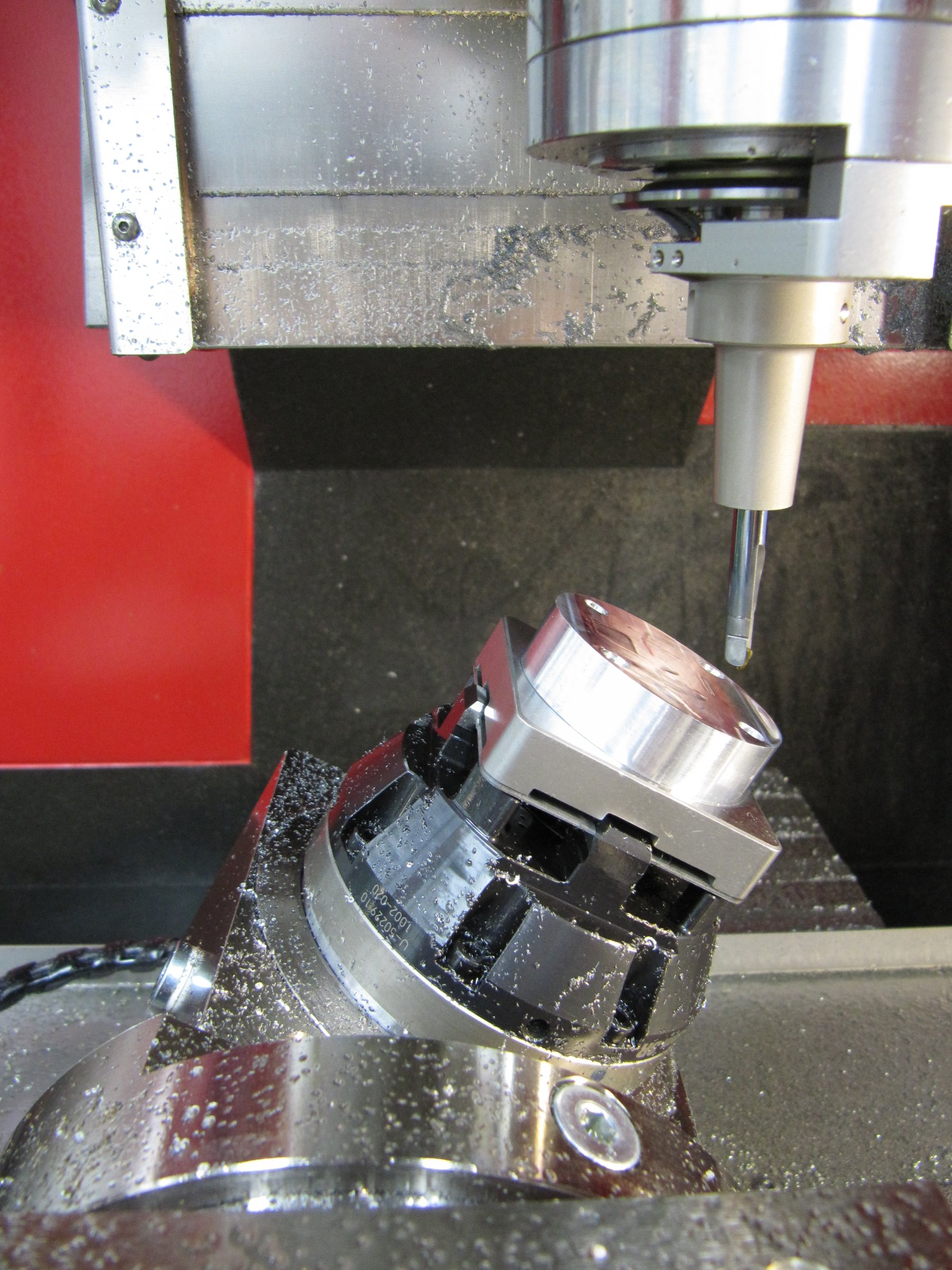

Für die Micro-Bearbeitung von Bauteilen steht in einem klimatisierten Raum unserer Werkstatt eine KERN Evo Ultrapräsisions Bearbeitungszentrum zur Verfügung. Damit können Bauteile mit höchster Präzision (Positioniergenauigkeit +/- 0,5µm) und hervorragender Oberflächengüte (Ra <0,1µm) hergestellt werden. Sogar das Fräsen von schwer zerspanbaren Materialien und gehärtetem Stahl ist mit diesem Bearbeitungszentrum möglich.
Die KERN Evo besitzt digitale Direktantriebe, mit denen hohe Beschleunigungswerte und Verfahrgeschwindigkeiten erreicht werden können. Die durch die hohe Beschleunigung auftretenden Schwingungen werden von einem Mineralguß-Ständer (Monoblock-Bauweise) absorbiert.
Die Werkstücke werden über ein 3R Palettenspannsystem (Spann-Toleranz <2µm) gespannt. Das Palettenspannsystem ermöglicht es uns zwischen einzelnen Bearbeitungsschritten diese Palette herauszunehmen und ohne Abweichung wieder einzusetzen. So ist eine 100% genaue Positionierung möglich.


Zusätzlich zu dem klimatisierten Raum wird auch das Kühlschmiermittel temperiert und somit eine optimale Bearbeitungsumgebung geschaffen.
Der Auffangbehälter und das dazugehörige Klimagerät für das Kühlschmiermittel stehen abgetrennt hinter der Maschine. Damit werden zusätzliche Schwingungen und Temperaturdifferenzen vom eigentlichen Bearbeitungszentrum abgetrennt.
Für weitere Informationen über Maschinen und Fertigung finden Sie unter folgendem Link: http://kern-microtechnic.com/
Induktiv-Schrumpfgerät ISG 2200 WK
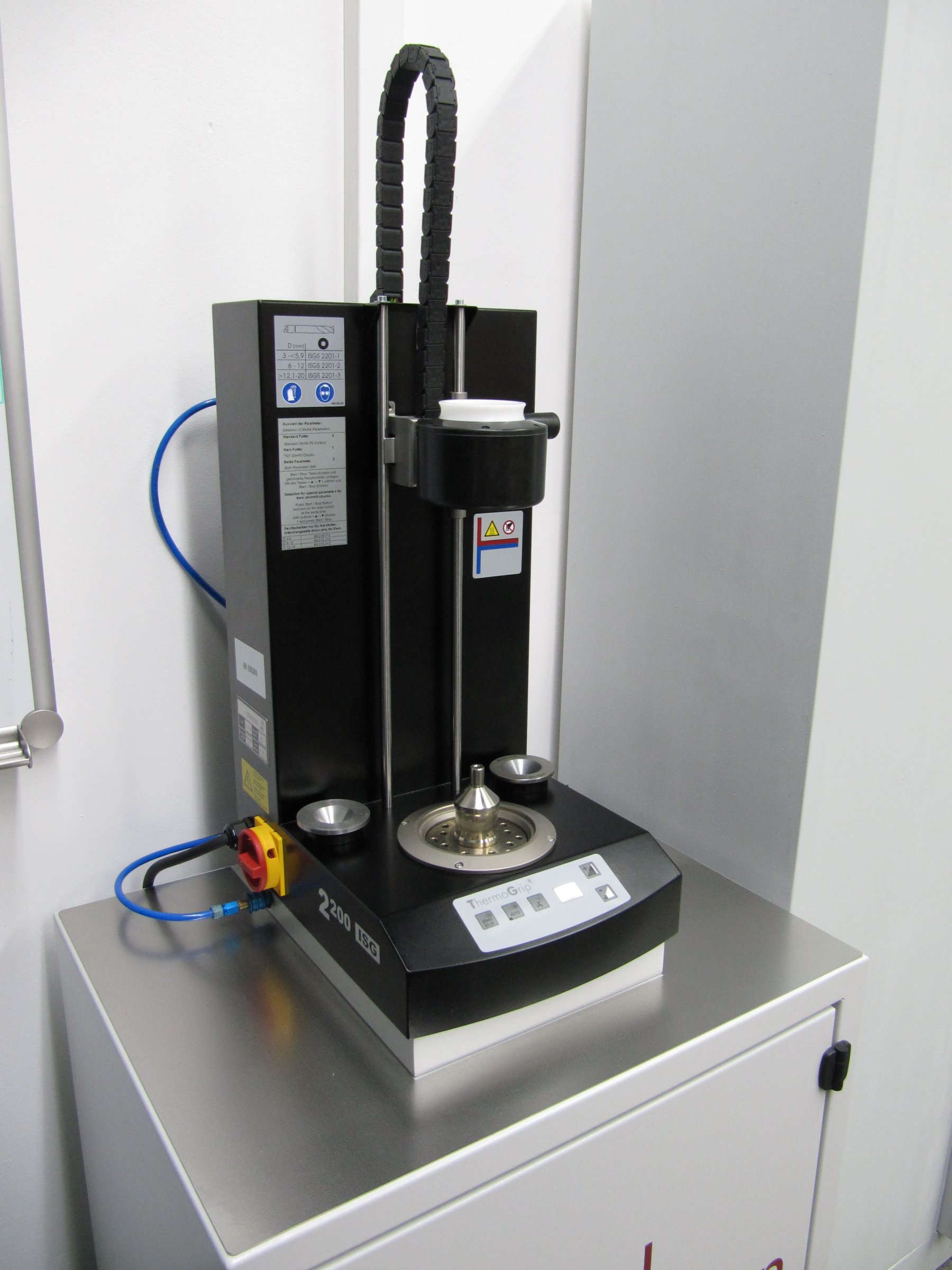

Schrumpfen und Kühlen in einem Arbeitsgang
Bei diesem Modell läßt sich die Induktivspule durch einfache, manuelle Bedienung in die Heizposition senken und dort per Knopfdruck arretieren. Zuvor wird im Bedienfeld der zu schrumpfende Durchmesser eingestellt.
Ist die Induktionsspule auf Position und arretiert, wählt man den Startkopf an. Die für jede Aufnahme eingespeicherte Zeit läuft nun ab und nach Beendigung fährt die Spule automatisch nach oben.
Die Aufnahme mit dem Werkzeug fährt dann nach unten, dabei wird automatisch mit Wasser abgekühl und mit Pressluft getrocknet.
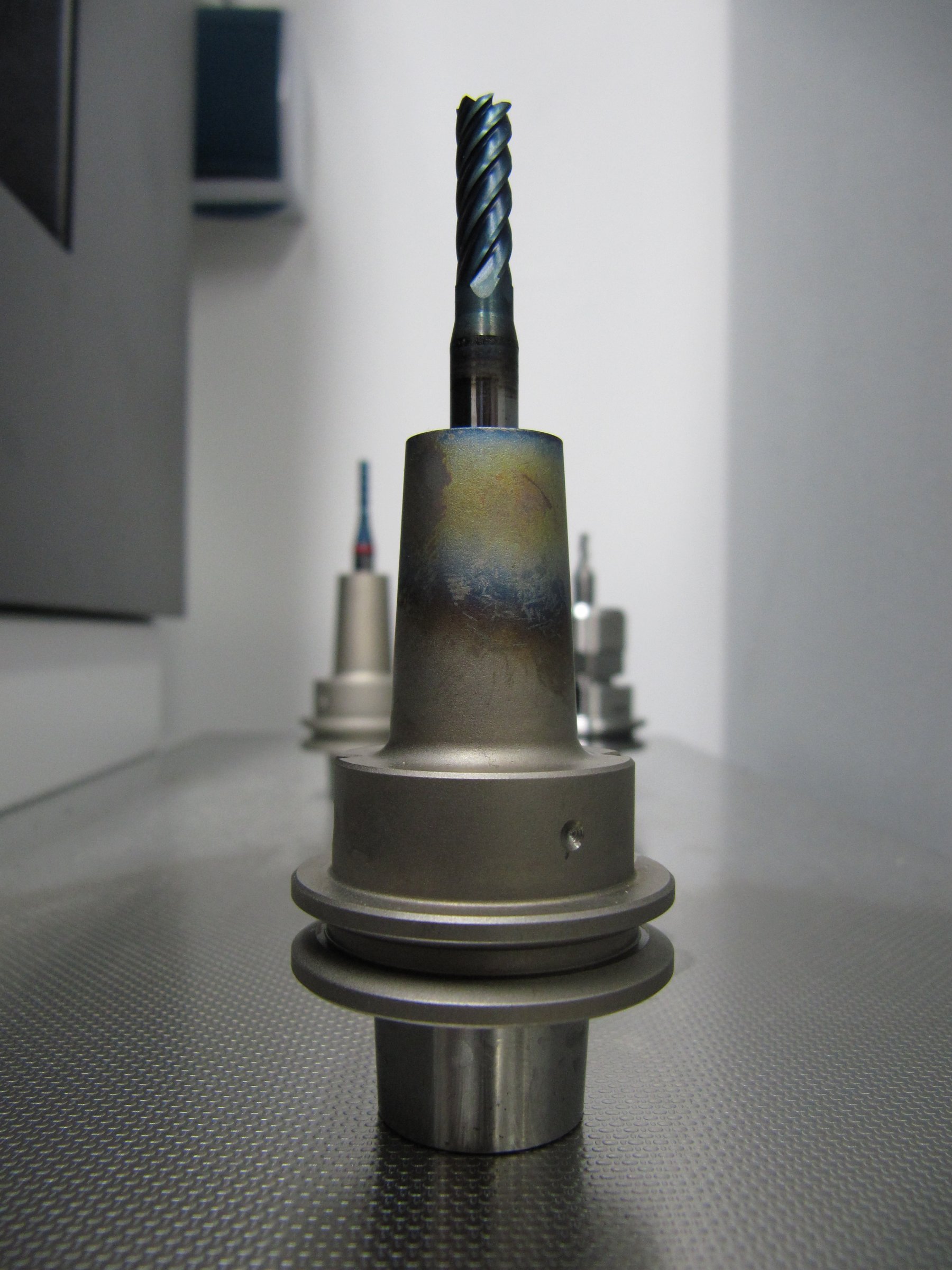
- Schrumpfbereich Ø 3 – 20mm bei HM und Ø 6 – 20mm bei HSS
- max. Kühllänge ca. 240 mm • max. Schrumpflänge 350 mm
- keine Berührung mit den heißen Schrumpffuttern
- konturunabhängiges Kühlen
- keine Beschädigung der Werkzeugschneide durch Kühladapter
- kein Überhitzen der Schrumpffutter durch fest hinterlegte Parameter
- einfache Menüführung im Grafikdisplay mit Dialogsteuerung